Automatic Welding of Corrugated Metal Hose
Corrugated metal hose (bellows Corrugated pipe) is an important flexible pipe in modern industrial pipeline. In various gas transmission and infusion pipeline systems and length, temperature, position and angle compensation systems, as compensation elements, sealing elements, connecting elements and damping elements, they are widely used in aerospace, petrochemical industry, mining electronics, machinery and shipbuilding, medical and health, light textile electronics, energy construction and other fields.
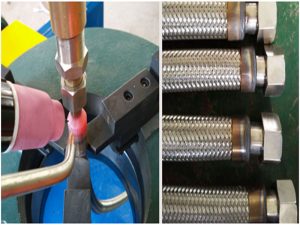
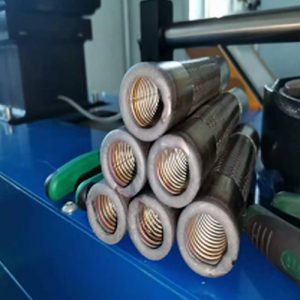
Corrugated metal hose is mainly composed of corrugated pipe, mesh sleeve and joint, as shown in Figure 1. The inner pipe is a thin-walled stainless steel bellows with spiral or annular waveform. The mesh sleeve of the outer layer of the bellows is woven by stainless steel wire or steel strip according to certain parameters. The joints at both ends of the hose are either flanges or screw heads, with various forms, which vary according to the application conditions.
1. The welding process of corrugated metal hose generally includes two processes:
(1) Welding of mesh sleeve, corrugated pipe and compression sleeve – metal hose body;
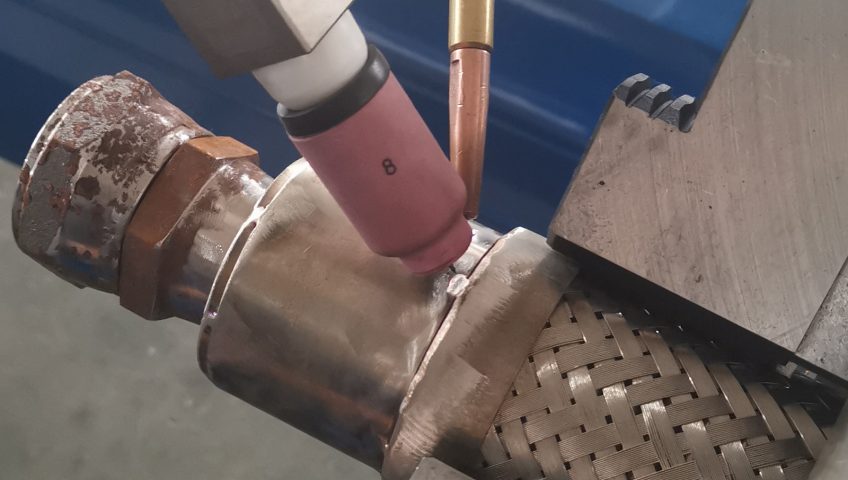
(2) Welding of metal hose body and pipe joint.
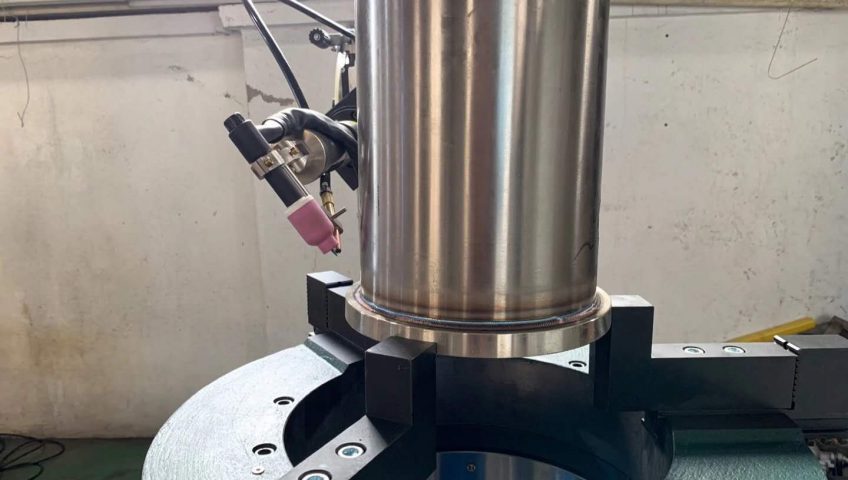
Automatic corrugated metal hose welding machine
The metal hose body is a three-layer structure, namely mesh sleeve, corrugated pipe and compression sleeve, The assembly quality and welding process before welding are strict, and the precision of automatic welding machine is high.

The equipment has the function of automatic tracking of longitudinal and transverse welds. It can track the non roundness of compression sleeve and the height runout of mesh sleeve and bellows end face in real time, so as to ensure the stability of welding process and welding process. The practical application shows that the equipment has high degree of automation, accurate positioning of welding gun, flexible process adjustment, high repeatability and stable welding quality