{kind=link}
{kind=link}
{kind=link}
{kind=link}
Medium Frequency Resistance Seam Rolling Welding Machine
{kind=link}
{kind=link}
{kind=link}
Welding process:
The pre-rolled mesh cylinder is manually fed into the welding machine’s positioning module.
The welder then starts
The welding wheel clamps the workpiece, advances, and performs the welding.
The machine automatically drives the workpiece forward until reaching the end, where the process is stopped manually and the welder resets.
Machine advantages:
The welds exhibit consistent mechanical properties, with a smooth, straight appearance and free of defects such as bubbles or pinholes.
The mechanical strength of the weld shall be no less than the inherent strength of the sintered felt itself.
The weld on the workpiece after welding can withstand an air pressure of 0.7 MPa and repeated pressure relief cycles. It ensures no cracking occurs in the weld between the sintered felt and the stainless steel (or carbon steel) plate.
Videos of GetaMetal Medium Frequency Resistance Seam Rolling Welding Machine under trial running
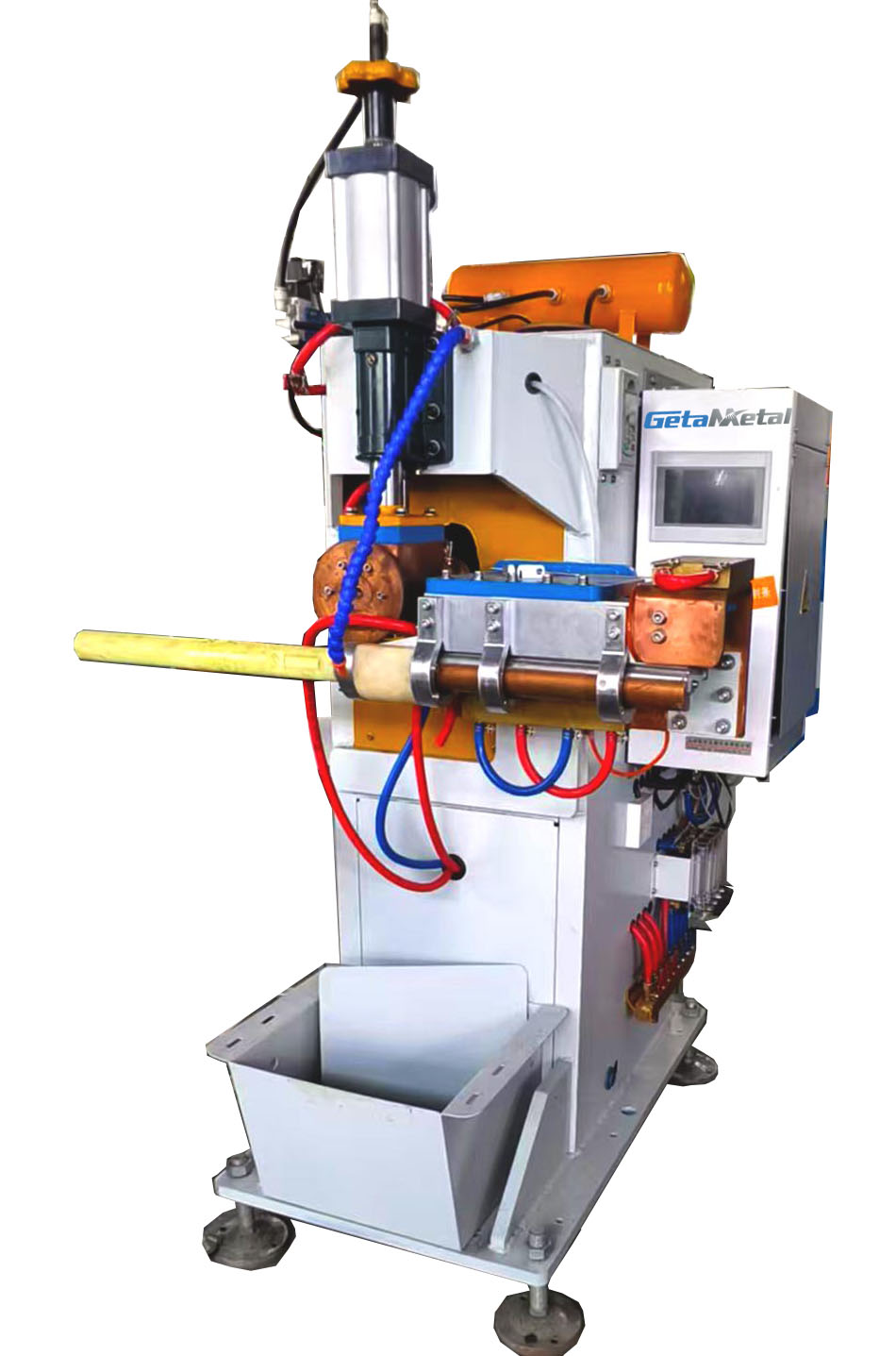
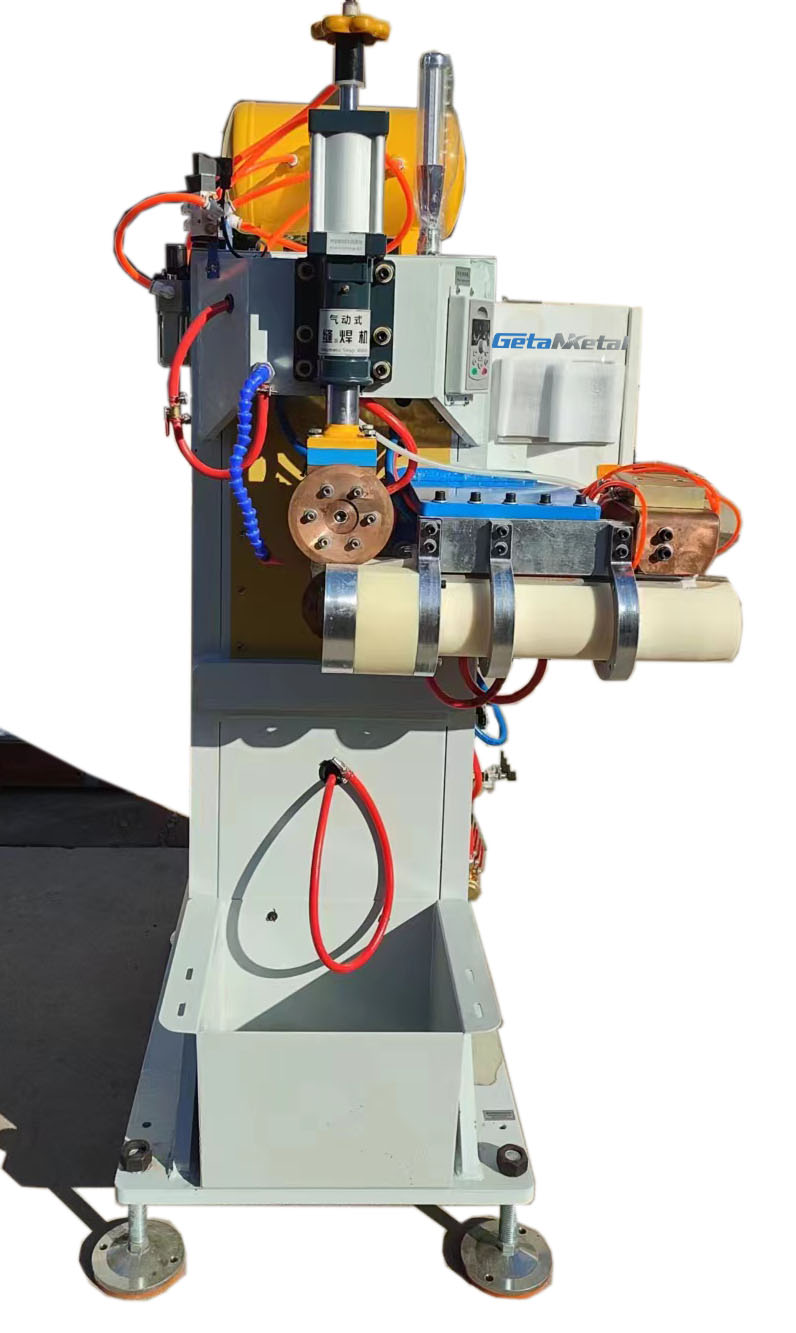
Medium Frequency Resistance Circumferential Seam Welding Machine Single Head Type
{kind=link}
{kind=link}
Basic Info.
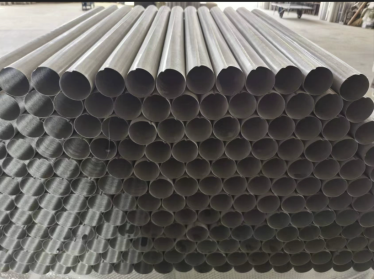
Welding materials: Metal sintered felt, metal sintered filter membrane
Workpiece dimensions: Diameter Φ60–Φ160 mm, length less than 6000 mm
Welding material thickness: Single layer 0.4~0.8 mm
Welding specifications: Roller welding process shall be adopted with adjustable welding speed to ensure welding strength and stability. Air tightness test is required after welding.
Welding speed: 0.5–1.5 m/min
Overall Configuration & Technical Parameters
Overall structure: The complete machine consists of welding control system, cooling system, transmission system, welding transformer, automatic positioning tooling, pneumatic pressing unit and integrated frame.
Welding current: The welding system is equipped with medium-frequency inverter power supply.
Input power: Three-phase AC 380V input with balanced grid voltage.
Welding controller: Inverter DC resistance seam welding controller is adopted. All welding parameters can be displayed and adjusted via LCD touch screen.
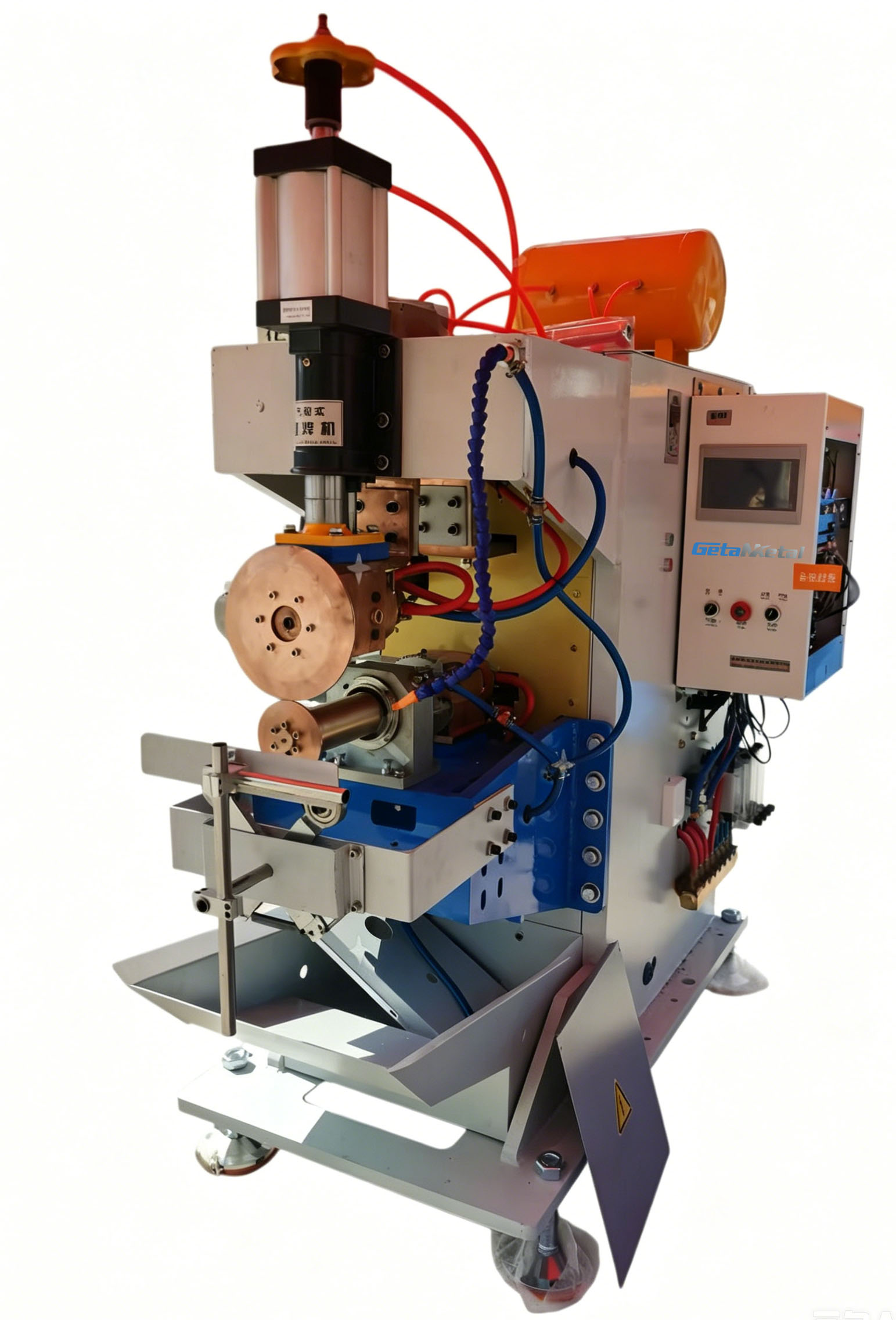
Transmission structure: Driven by three-phase asynchronous motor controlled by medium-frequency unit. Both upper and lower welding wheels are fitted with Model 80 silver tile conductive boxes, and driven by synchronous gearbox for synchronized rotation at identical speed.
Welding wheel: Made of beryllium-cobalt copper, with combined internal and external cooling design.
Transformer: National standard all-copper water-cooled medium-frequency resistance welding transformer with imported silicon steel sheets.
Pneumatic unit: National standard air cylinder
Main frame: Integral sheet metal welded structure.
Positioning tooling: The machine is equipped with one set of standard positioning tooling.
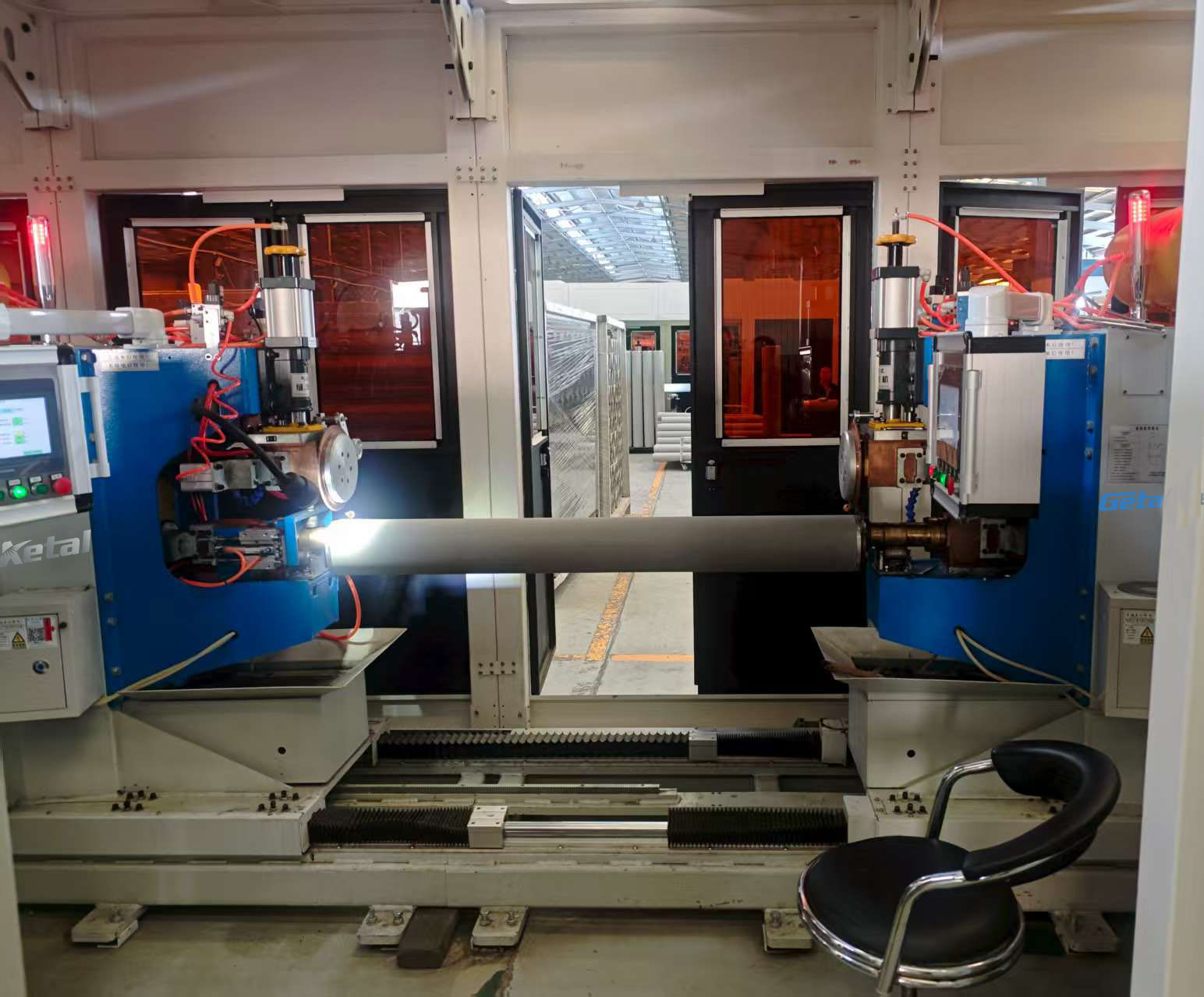
Medium Frequency Resistance Circumferential Seam Welding Machine Double Head Type
{kind=link}
{kind=link}
Basic Info.
Welding materials: Metal sintered felt, metal sintered filter membrane
There are two medium-frequency DC seam welding machines. The maximum welding length is 6,500 mm, and the minimum welding distance is 500 mm. The welding method is overlapping roll welding. The welding capacity has a certain adjustable range. Welding current and time can be adjusted independently, and the roll welding motor uses a servo drive. The roll welding speed is adjustable.
Welding material thickness: Single layer 0.4~0.8 mm
Welding speed: 0.5–1.5 m/min
Welding Machine Operation Steps
- The welding machine on the left is fixed (labeled as Machine 1), and the welding machine on the right can move axially (labeled as Machine 2); both machines operate in sync.
- Place the metal filter cartridge on the support frame, with the left end of the product in the positioning device of Machine 1 and the right end in the positioning device of Machine 2. Start the equipment.
- The positioning devices lock both ends of the cartridge. The lower welding wheels of the two machines rotate in sync, spinning the product, while the upper welding wheels intermittently move down to weld. After spot welding one circle, the upper welding wheels move down and start seam welding.
- After one circle of seam welding, the upper welding wheels rise and the lower wheels stop rotating. The finished product is manually removed.
- Repeat the process in sequence.